Injection speed is one of the most critical variables in the injection molding process. It directly affects how molten plastic fills the mold cavity, influencing part quality, surface appearance, and overall production efficiency. Proper control of injection speed is key to avoiding defects such as short shots, flow marks, flashing, and warpage.
In this article, we dive deep into the principles of injection speed in injection molding, explore the logic behind multi-stage velocity control, and explain how optimizing injection speed at different filling stages can lead to better product performance and higher manufacturing consistency.
What Is Injection Speed?
Injection speed refers to the velocity at which molten plastic is injected into the mold cavity. It is typically measured in cubic centimeters per second (cm³/s) or millimeters per second (mm/s), depending on the machine and material. It directly affects the flow behavior of the material, heat dissipation, and ultimately the appearance and structural integrity of the molded part. A slower speed injection can cause short shots or weld lines, while overly fast speeds may lead to flash, burn marks, or air entrapment.

Why Injection Speed Matters?
The rate of injection has a direct impact on how the melt fills the mold and solidifies. Faster injection speeds can improve flow into thin or long sections, often shortening cycle times and increasing productivity. High-speed fills tend to produce a smooth, glossy surface and stronger weld lines because the material enters the mold before cooling significantly.
However, pushing the melt too fast can create shear heating and turbulence that may cause issues such as jetting or burn marks. Conversely, slower injection speeds reduce shear stress and help prevent defects like flashing or trapped air. A slower fill allows the melt pressure to equalize more gently, avoiding spikes that cause voids or surface blemishes.
But if the speed is too slow, the plastic can begin to cool inside the mold and prematurely solidify, leading to incomplete fills (short shots) or warped parts. In practice, finding the right injection speed is a balance: it must be fast enough to fill the part but slow enough to prevent defects.
Multi-Stage Injection Speed Control
In professional injection molding, a single constant injection speed is rarely sufficient. Instead, the process is dynamically adjusted across different stages and part zones to achieve optimal filling, prevent defects, and ensure consistent part quality.
Typical Three Stages and Zones for Speed Adjustment:
- Initial Filling Phase (Main and Sub-Runners):
High injection speed is used to quickly fill the runners and early cavity sections, minimizing cycle time and preventing material freeze-off, especially for thin-walled parts. - Mid-Filling Stage (Main Body of the Part):
As the molten plastic flows into the main part body, the speed is moderated to ensure smooth, consistent filling through complex geometries, reducing turbulence, voids, and flow marks. - Final Filling Stage (Near 85–90% Cavity Fill and Gate Areas):
Injection speed is significantly reduced as the cavity nears full. Slower velocity minimizes internal stresses, prevents flashing, overpacking, and mold damage. Careful slowdown at this stage is critical for achieving high surface quality and dimensional stability.
Principles for Setting Injection Speed
Setting the injection speed correctly ensures smooth mold filling and prevents common defects. Key principles include:
- Maintain Flow Front Consistency: Keep steady flow speed to avoid flow lines and hesitation marks.
- Prevent Premature Freezing: Use a higher speed for thin walls to avoid short shots.
- Control Critical Areas: Slow down near gates, ribs, and corners to minimize jetting and weld lines.
- Timely Transition to Pressure: Slow injection appropriately to avoid flash and overpacking as the cavity fills.
- Adjust by Geometry: Complex parts require segmented speed control to ensure full, defect-free filling.

High vs Low Injection Speeds
The choice between high-speed injection molding and low-speed injection molding depends on the part’s requirements and production goals. Each approach has distinct advantages:
High Injection Speed Benefits:
Rapid fill reduces cycle time and improves flow into complex or thin sections. It often yields better surface finish and stronger weld lines (since the melt meets cooler plastic with more momentum). A quick fill also keeps the material hotter longer, reducing the risk of premature cooling.
High Speed Drawbacks:
Excessive speed can cause high shear and turbulence. This may result in jetting (snake-like flow marks) or burn marks from trapped air. It can also make pressures spike, potentially over-stressing the mold or causing flash.
Low Injection Speed Benefits:
A gentler fill avoids sudden pressure surges. Slow speed helps prevent flash, reduces weld-line and flow marks, and minimizes air entrapment or burn defects. It can improve dimensional accuracy when the melt flows more evenly.
Low Speed Drawbacks:
If too low, the melt loses heat and viscosity rises, risking short shots (incomplete fills) or “cold slug” defects. Slow speeds also lengthen cycle time and reduce productivity.
Influence of Mold Geometry on Injection Speed Settings
The complexity of the mold greatly influences how the injection molding speed should be calibrated:
- Thin-Walled Sections: Require high velocity to prevent freeze-off, particularly in high-speed applications.
- Thick Sections: Allow for slower fill speeds and demand more attention during the packing phase to avoid sink marks.
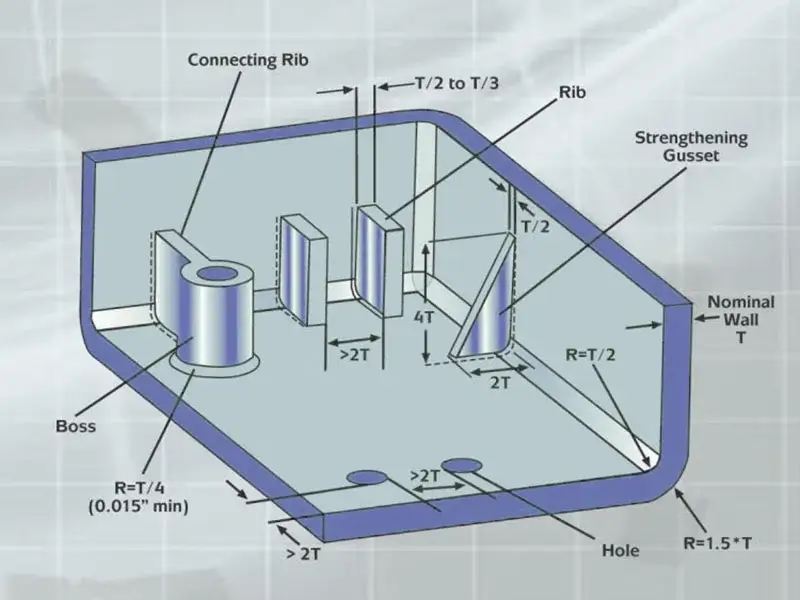
- Ribs and Bosses: Need balanced, slower injection speeds to prevent voids and achieve full material packing.
- Intricate Details: Slower speeds are typically used here to ensure precision and avoid air traps.
- Large Cavities: Larger molds may require segmented speed injection to balance filling speed with pressure control, ensuring uniform density and minimal shrinkage.
- Gate Design: The size and type of gate influence optimal speed—smaller gates may need slower speeds to reduce shear and jetting, while larger gates allow faster injection and smoother cavity filling.
- Radial Diffusion Molds: Molds designed with radial diffusion, where material flows outward from a central point, require segmented injection speed settings. An initial high injection speed ensures smooth flow through the central channels, while a gradual reduction in speed as the material spreads radially prevents overpacking and ensures uniform filling.
Common Defects Related to Injection Speed
One of the most powerful applications of injection speed in injection molding is its ability to address common defects. By fine-tuning speed injection, manufacturers can resolve issues like:
- Short Shots: Increasing injection speed in critical areas ensures complete cavity filling, especially in thin or complex sections.
- Sink Marks: Adjusting injection speed to balance cooling and filling rates minimizes uneven shrinkage and surface depressions.
- Weld Lines: Optimizing speed injection improves material flow and bonding at seam lines, enhancing part strength.
- Flash: Reducing injection speed during final filling prevents overpacking and material leakage beyond the mold parting line.
- Jetting Marks: Reducing injection speed near the gate prevents jetting, ensuring a smoother finish.
Conclusion
Optimizing injection speed is a strategic tool for improving part quality, ensuring dimensional accuracy, and preventing common molding defects. Whether dealing with thin-walled geometries, complex cavity shapes, or high-precision parts, understanding and controlling injection speed in injection molding is essential for consistent and efficient production. Jiangzhi has extensive experience in injection molding and mold manufacturing. Our team also offers guidance on multi-stage injection settings and mold optimization to reduce shrinkage, warpage, and surface defects. If your project demands high-quality injection-molded parts with optimized flow control, we provide the technical expertise and manufacturing capabilities to turn your design into reliable, production-ready components.