PP Moulding Methods Explained: Injection, Insert, and Overmolding Techniques
Posted On
Polypropylene (PP) is one of the most commonly used thermoplastics in modern manufacturing—thanks to its lightweight, chemical resistance, and flexibility. But when it comes to PP moulding, what methods are available? Can PP be used for insert molding or overmolding? In this article, we’ll walk you through the key processing methods of PP, how it performs in insert and overmolding applications, and what you should know when designing molded PP parts.
Common Processing Methods for PP Moulding
Polypropylene supports various molding processes, each suited for different product types:
1. Injection Molding
The most widely used process for PP. Molten PP is injected into a mold cavity, where it cools and solidifies into the final shape. Ideal for producing high-volume, high-precision components.
2. Insert Molding
Yes—PP can be used for insert molding. In this process, metal or other pre-made components are placed into the mold and overmolded with PP, creating a single integrated part.
Use cases: threaded inserts, sensor housings, connectors
Tip: Since PP has low surface energy, mechanical interlocks (like undercuts or knurled inserts) are recommended to ensure bonding.
3. Overmolding
Overmolding with PP is possible, depending on the combination of materials and the bonding strategy.
There are two common approaches:
PP overmolded on another plastic (e.g., PP over ABS)
Soft materials overmolded on PP (e.g., TPE over PP)
However, due to PP’s poor chemical adhesion, overmolding typically requires:
Compatible material selection
Textured or undercut surfaces
Proper temperature control
Overmolding Process
4. Blow Molding
Used for hollow PP products like bottles, tanks, and containers.
5. Extrusion
Ideal for continuous products like PP pipes, sheets, and films.
6. Thermoforming
Heated PP sheets are vacuum-formed over a mold to create lightweight trays or packaging.
Advantages and Limitations of PP Moulding
Understanding the pros and cons of polypropylene molding helps in selecting the right process for your product:
Advantages:
Lightweight and tough – Great for reducing part weight without sacrificing durability.
Chemical resistance – Excellent resistance to acids, bases, and many solvents.
Good processability – Flows well during molding, allowing for complex geometries.
Fatigue resistance – Ideal for living hinges and snap-fit features.
Cost-effective – Inexpensive compared to many engineering plastics.
Limitations:
Low surface energy – Makes adhesion challenging in overmolding or printing.
High shrinkage – Requires precision in mold design to maintain dimensional accuracy.
Poor UV resistance – May degrade without stabilizers if used outdoors.
Limited bonding with other plastics – Overmolding must be carefully engineered.
Design Tips for Successful PP Molding
To get the most from PP molding service—especially in insert and overmolding projects—consider these practical design strategies:
Include proper draft angles to aid demolding and reduce friction.
Use mechanical locks (grooves, undercuts) for secure insert molding, due to PP’s poor adhesive bonding.
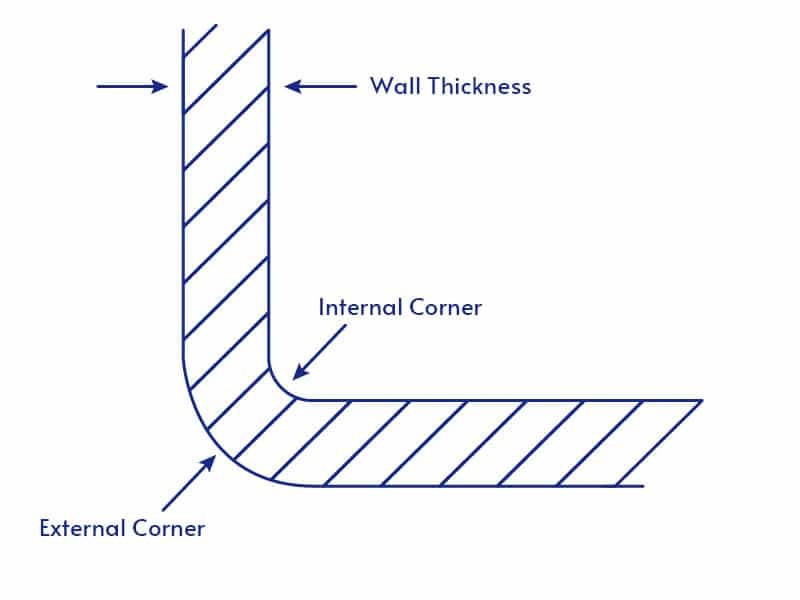
Avoid sharp corners to minimize stress and warping during cooling.
Control wall thickness to ensure uniform flow and reduce sink marks.
Select compatible overmolding materials—such as certain grades of TPE or TPU that can chemically or mechanically bond with PP.
Pre-treat surfaces with plasma or corona discharge if adhesion is required in multi-shot molding.
Common Applications of PP Moulding
Polypropylene’s versatility makes it a staple across multiple industries. Its compatibility with both injection molding and advanced techniques like insert molding and overmolding supports a wide range of applications:
Consumer Goods: Hinged containers, food storage, snap-fit lids
Automotive: Dashboards, trims, fluid reservoirs, battery housings
Medical Devices: Syringe plungers, diagnostic cassettes, IV components
Electronics: Insulated covers, switch housings, insert-molded terminals
Packaging: Blow-molded bottles, thermoformed trays, reusable containers
These applications often benefit from custom PP molding to meet specific structural or aesthetic requirements.
Is PP the Right Material for Insert or Overmolding?
While PP may not offer natural adhesion to other materials, it can absolutely be used for both insert molding and overmolding when the following are in place:
Correct material pairing (e.g., compatible elastomers for overmolding)
Proper part and mold design
Reliable processing parameters
PP is especially effective for products that require mechanical bonding and high-volume, cost-effective manufacturing.
Final Thoughts
PP moulding methods—especially injection molding, insert molding, and overmolding—offer great flexibility in part design, cost, and functionality. While some challenges exist (mainly bonding-related), these can be overcome with smart design and material selection. Whether you’re building durable consumer goods, automotive assemblies, or precise medical components, polypropylene is a dependable material for modern plastic manufacturing.