In the field of plastic processing, extrusion molding vs injection molding are two common methods. Extrusion molding produces continuous profiles with uniform cross-sections, while injection molding forms discrete parts with complex geometries. These processes differ in equipment, production flow, and suitable applications. This article examines each method, compares them directly, and provides criteria for selection.
What is Injection Molding?
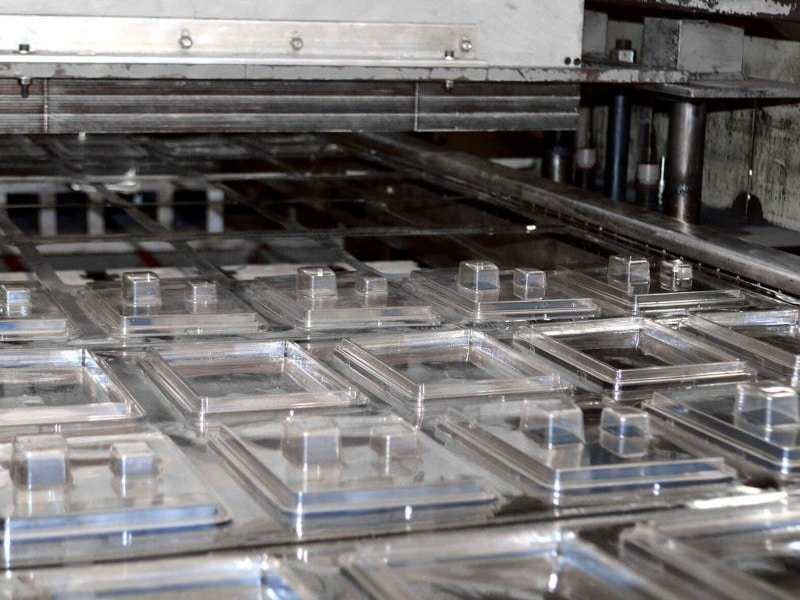
Injection molding service is a manufacturing process used to produce complex plastic components with high precision and repeatability. The process starts by feeding thermoplastic pellets into a heated barrel. A rotating screw melts the material and builds up pressure, then pushes the molten plastic into the mold cavity through a nozzle. After the material cools and hardens, the mold opens, and the finished part is ejected. This cycle repeats rapidly, making injection molding an efficient method for large-scale production.
Injection molding is widely used in industries such as automotive, medical devices, electronics, and consumer goods, where accuracy and consistency are critical.

Advantages of Injection Molding
- High-dimensional accuracy and excellent repeatability.
- Capable of producing complex geometries and fine details.
- Suitable for mass production with consistent quality.
- Allows multi-cavity molds for increased output in a single cycle.
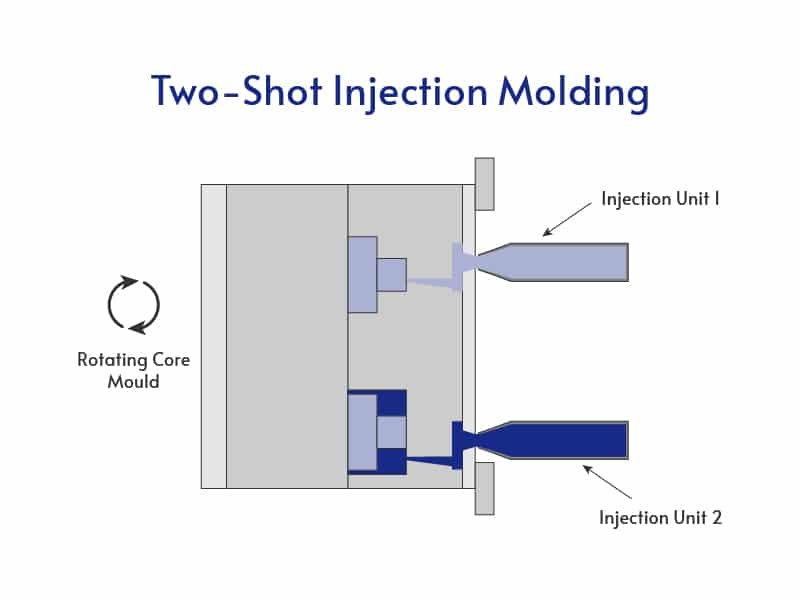
- Integrates features like inserts or overmolding in one step.
- Offers a wide selection of materials, including thermoplastics and thermosets.
Disadvantages of Injection Molding
- High initial investment for mold fabrication.
- Long lead time before mass production begins.
- Limited cost efficiency for small production runs.
- Involves long lead times for mold fabrication, typically 4 to 12 weeks.
What is Extrusion Molding?
Extrusion molding, also called extrusion forming, is a continuous manufacturing process used to produce long, uniform plastic profiles. Unlike injection molding, which creates discrete parts, extrusion produces continuous shapes such as pipes, tubes, sheets, and films.
The process begins by feeding thermoplastic granules into a heated barrel where they are melted by a rotating screw. The molten plastic is then forced through a die, which defines the cross-sectional profile of the final product. As the material exits the die, it cools gradually, often through a water bath or air cooling system, before being cut to the required length or wound onto rolls.

Advantages of Extrusion Molding
- Continuous process suitable for high-volume production.
- Lower tooling costs compared to injection molding.
- High material efficiency with minimal waste.
- Consistent cross-sectional profiles.
Disadvantages of Extrusion Molding
- Limited to uniform shapes with fixed cross-sections.
- Requires post-processing like cutting, drilling, or bending for finished parts.
- Surface finish may require post-processing.
- Needs space for long production lines.
- Not suitable for complex or intricate parts.
Extrusion Molding vs Injection Molding
Both extrusion vs injection molding processes transform molten plastic into solid shapes, but their approaches, capabilities, and end products are distinct. The following table summarizes the difference between extrusion and injection molding across several key aspects.