Designing custom plastic parts for injection molding is critical to reduce defects, controlling production costs, and ensuring long-term durability. Whether you are creating high-performance medical components, industrial machinery parts, or consumer products, understanding proper wall thickness, draft angles, rib and boss design, and material selection is essential for reliable results.
Not sure where to start? Learn more about our injection molding materials guide to choose the right resin for your application.
Proper Wall Thickness Design Improves Part Quality and Reduces Defects
Maintaining uniform wall thickness is essential in custom plastic part design. Proper wall thickness improves strength, manufacturability, and dimensional stability, while reducing warping, sink marks, and internal stresses.
Techniques for Consistent Thickness:
- Keep the wall thickness ratio between 1:1.5–2 for adjacent sections.
- Use gradual transitions instead of abrupt changes.
- Apply hollow structures or ribs to avoid thick areas.
- Design inner walls slightly thinner to prevent sink marks.
- Use radii or cores for unavoidable thick sections.
- Incorporate ribs, curves, or corrugated surfaces to enhance stiffness.

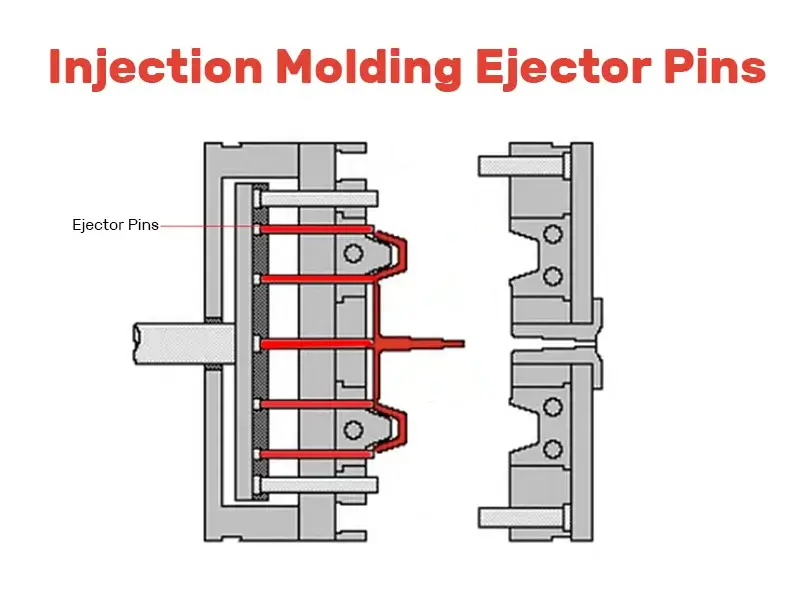
Proper Draft Angles Ensure Easy Mold Release and Better Surface Quality
Draft angles allow plastic parts to be ejected smoothly from the mold, reducing surface defects, improving dimensional accuracy, and extending mold life.
Recommended Draft Angles:
Tip: Deep textures or high-gloss surfaces may require larger draft angles. Contact our engineers to review draft specifications for your design.

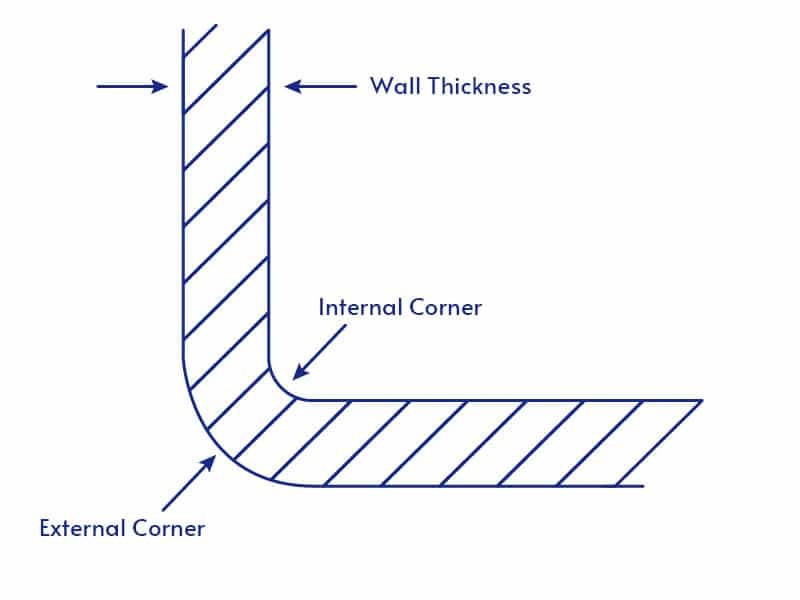
Rounded Corners Improve Plastic Flow and Reduce Stress Concentration
Avoid sharp corners to improve plastic flow, reduce stress concentrations, and prevent defects.
Recommended Radii:
- Internal Radius: ≥ 0.5 × wall thickness (T)
- External Radius: ≥ 1.5 × wall thickness (T)
- Minimum for Unrounded Edges: 0.25 mm (0.010 in)

Well-Designed Ribs and Bosses Increase Strength Without Adding Excess Material
Rib Guidelines
- Thickness: 50–60% of nominal wall (40% for glossy parts)
- Height: max 2.5–3 × wall thickness
- Spacing: ≥ 2–3 × wall thickness
- Draft: 0.5°–1.5°
- Include fillets (0.25–0.5 × wall thickness) at the rib base
Boss Guidelines
- Wall Thickness: 60–80% of nominal wall
- Height: max 2–3 × diameter
- Draft: 0.5°–2°
- Add gussets for stability, core out thick bosses

Surface Finish and Texturing Enhance Appearance and Product Performance
Texturing improves aesthetics, grip, and scratch resistance. Common methods include bead blasting, etching, and patterned surfaces like leather grain or geometric designs.
Design Tips:
- Consider texture early, as it affects draft angles and mold design.
- Deeper textures require larger draft angles for proper ejection.
- Harder materials and darker colors reproduce texture better.
Multiple Assembly Methods Design Strategies
When designing plastic parts for assembly, there are several key principles to consider:
Snap-Fit Design Enables Fast and Cost-Effective Assembly
Application: Ideal for quick assembly without screws or adhesives. Common in electronic housings, toys, and consumer products.
Recommended Materials: Polypropylene (PP), ABS – flexible and strong.
Design Guidelines:
- Cantilever Beam Thickness: 50–60% of nominal wall thickness
- Maximum Beam Height: 2.5–3 × nominal wall thickness
- Draft Angle: 0.5–1.5° for easy ejection
- Fillet Radius at Base: 0.5 × beam thickness
- Lead-in Angle: 15–30°
- Interference Fit: 2–3° between mating parts
Benefits:
- Reduces assembly time
- No need for additional fasteners
- Minimizes stress concentrations

Living Hinge Design Creates Durable One-Piece Folding Components
Application: Single-piece foldable structures, such as lids, caps, or flexible flaps.
Recommended Materials: Polypropylene (PP), Polyethylene (PE) – high flexibility and fatigue resistance.
Design Guidelines:
- Hinge thickness: 0.2–0.3 mm
- Hinge width: ≥ 4 × thickness
- Bend radius: 1.5–2 × thickness
- Align the hinge parallel to the mold flow direction
Benefits:
- Allows repeated folding without breaking
- Optimizes material usage
- Maintains part strength and durability

Metal Inserts and Fasteners Improve Assembly Strength and Durability
Application: Provides threaded mounting points, metal reinforcement, or supports for assembly.
Design Guidelines:
- Boss Wall Thickness: 60–80% of nominal wall
- Maximum Boss Height: 2–3 × diameter
- Draft Angle: 0.5–2°
- Add gussets or ribs to tall bosses for stability
- Core out thick bosses to reduce material usage and cycle time
- Consider the thermal expansion differences between the insert and the plastic
Benefits:
- Improves assembly strength
- Maintains dimensional accuracy
- Reduces mold damage during ejection

Selecting the Right Material Ensures Performance, Quality, and Manufacturability
Selecting the right material early ensures high-quality, defect-free plastic parts, reduces production issues, and improves overall part performance.
- Thermal Performance: Choose materials based on working temperature and heat deflection. For example, polycarbonate (PC) handles higher temperatures than ABS, making it ideal for automotive or industrial parts exposed to heat.
- Mechanical Properties: Strength, stiffness, impact resistance, and wear behavior must match the part’s function. Moving or load-bearing components benefit from high-strength or reinforced plastics.
- Processing Characteristics: Melt flow rate and shrinkage affect moldability and dimensional accuracy. Filled or reinforced plastics typically shrink more predictably, while high-shrinkage materials require careful mold design to avoid warping.
- Environmental and Chemical Resistance: UV stability is crucial for outdoor parts, while moisture resistance matters for humid conditions. Chemical stability is especially important for medical or chemical-handling components.
Application Examples:
- Automotive: Heat- and impact-resistant plastics for housings and connectors.
- Medical: Chemically stable plastics with tight tolerances for reliable performance.
Shrinkage Rate Affects Dimensional Accuracy and Tolerance Control
Material shrinkage should be considered during part design, as it directly affects dimensional accuracy and assembly performance.
- Different plastics have different shrinkage rates, requiring appropriate mold compensation.
- Higher shrinkage materials are more prone to warpage and dimensional variation.
- Filled materials generally provide lower and more predictable shrinkage for tighter tolerances.
- Crystalline materials typically shrink more than amorphous materials and require additional design consideration.
- For precision parts, wall thickness and material shrinkage should be evaluated together to ensure dimensional stability.
Related Injection Molding Design Guides
To further optimize part design for manufacturability, explore these detailed design guides:
- Injection Molding Corner Design – Learn how proper corner radii reduce stress concentration, improve material flow, and enhance part strength.
- Injection Molding Threads – Design guidelines for internal and external threads, moldability considerations, and tooling requirements.
- Types of Holes in Plastic Parts – Best practices for through holes, blind holes, side holes, and cored hole design.
- Injection Molding Undercuts – Understand common undercut types, design limitations, and solutions such as slides and lifters.
Conclusion
Designing plastic parts for injection molding requires a comprehensive understanding of various factors, from material properties to manufacturing processes. By following the guidelines outlined in this post, designers and engineers can create parts that are not only functional and aesthetically pleasing but also optimized for manufacturability and assembly.